Inspection and Identification Systems
We provide the complete solution for the traceability of products in the production flow
- Marking machines
- Vision systems for reading/identifying inscribed information
- Designing/building complete mechatronic systems of traceability
- Building control vision posts
We create complex systems for different types of traceability and quality control applications
- Product Inspection: Fault detection / assembly errors, linear scanning, color detection
- Product identification: read, verify, and transmit bar codes, matrices, alphanumeric codes, and text
- Measurements produced: odds, angles, diameters
- Guided robotic devices: in automatic lines of manufacture, assembly, welding, inspection
Customised solutions provided:
Identification crown – automotive industry
The system consists of implementing a system developed to identify crown by reading the letter marked on it. Identifying crown is made with a Cognex vision system, InSight type 1100, which is positioned at an optimal distance above crown and rotated in a circular path, on a radius equal to the distance from the center point that was made identification mark.
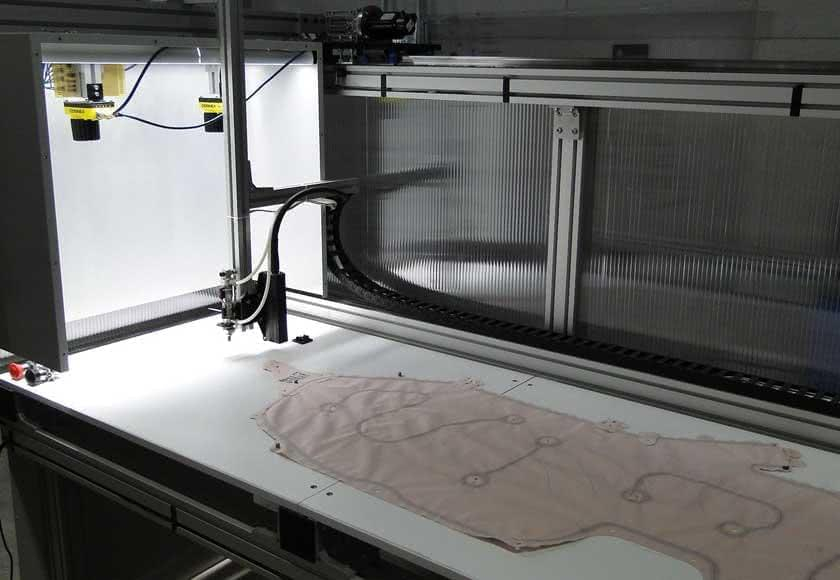
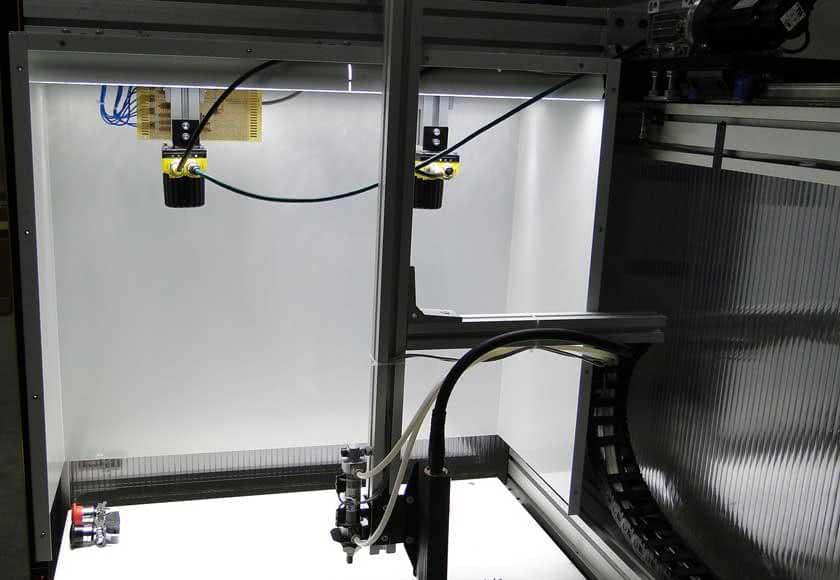
Airbag stitch inspection – automotive industry
The system developed consists of a table on which the controller sits the airbag (maximum size 2400x800 mm), the table is equipped with a stretching canvas system. Behind the table is built a mechatronic system that allows precise positioning of two Cognex inspection systems, type InSight 5000 with which to inspect the seam continuity. After completion of inspection the 2 bearing cross vision systems retires. Simultaneously with this shift operation is executed an inkjet marking airbag operation with OK or NOK depending on the result.
Identifying the presence and / or the proper position of the components on electronic boards - electronic industry
The system developed is composed of two visual Cognex color systems, type InSight Micro, and a 2D code reader DataMan 100S model, with which to verify the presence and position of certain components on the circuit board, that is decoding the information in the 2D code. The whole system is positioned above a conveyor that transported the pieces. Any defects identified will result in stopping the conveyor and will transmit the error serial signal.
Read 1D codes and identification present label on vials - pharmaceutical industry
The system consisting of a InSight codes reader type 1110, a visual system type InSight 1050 and a touch screen type Vision View 700, was implemented on 4 different lines to store 1D codes related to each vial and to identify the presence of the label on each vial.
Reading characters marked by Pneumatic marking on axle – automotive industry
Reading system developed is based on Cognex reader, type InSight 1110, with which is identified the mark on the axle and saved in a database.
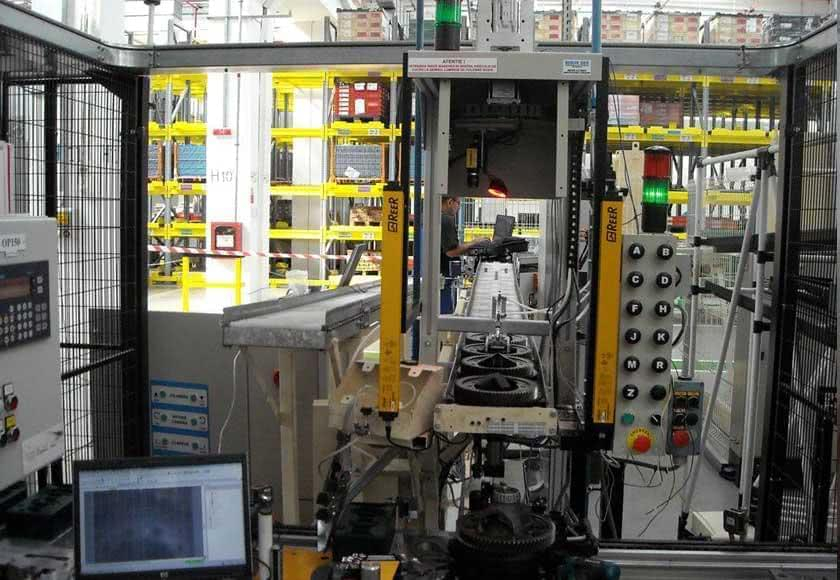
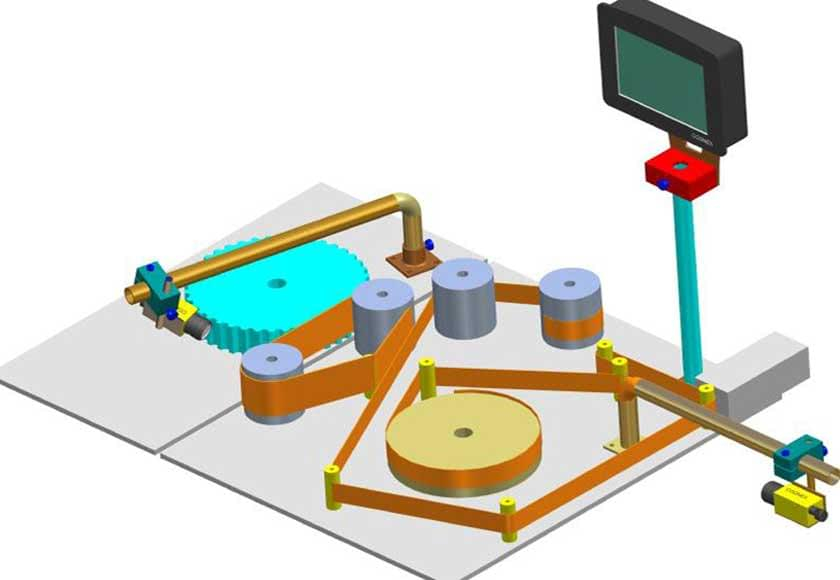
Check game between crown starter and flywheel – automotive industry
The system developed consists of: handling mechanical assembly of conveyor parts for inspection, check clearance station between starter and flywheel crown, auto exhaust post of non-compliant wheel. Crown clearance between starter and flywheel is determined based on measurements made with a visual system Cognex type InSight 1100. In case the wheels are not conform they will be removed on a secondary conveyor for non-compliant products, and in case of the compliant products and fitted in prescriptions they will be discharge on a conveyor leading to the next process in production parts.
Vision control system cylinder crankcase
The proposed solution is to implement a 6-axis robot with 800 mm action range with which it will position Cognex vision system, type InSight in checkpoints. Inspection begins with 2D code reading on track. Depending on the read code it selects a position program for robot and a program to analyze visual inspection system. Inspection results will be taken into a database on industrial PC and shown on a display on which will appear the three sides of the track inspection. If the inspection result is OK, Carter will go on the discharge conveyor and will be send to the next workstation. If at least one area inspected is Not OK, carter would evacuate on the non-compliant carters conveyor.